
اللحام بالقوس المعدني المحمي وتطوير المهارات الفنية ـــ
Shielded Metal Arc Welding ــ SMAW
ــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· الهدف العام:
تطوير المهارات الفنية العلمية والعملية للمشاركين في مجال تقنية اللحام بالقوس المعدني المحمي SMAW
· نواتج التدريب :
يتوقع بعد انتهاء البرنامج التدريبي أن يصبح المتدرب قادرا على:
1. تطبيق إجراءات السلامة العامة والتخصصية.
2. التعامل مع المصطلحات الفنية الدولية لماكينات SMAW
3. التعامل مع أوامر التشغيل ( بالرموز والرسم الهندسي والتقني ).
4. ضبط وتشغيل ماكينات اللحام المناسبة لنوع العمل المطلوب تنفيذه.
5. تنفيذ خطوط ووصلات اللحام حسب المعايير والمواصفات الفنية الموصي بها.
6. التعرف على عيوب خطوط ووصلات اللحام الشائعة ( أسباب , علاج , حلول ).
7. تنفيذ بعض أعمال الصيانة البسيطة والضرورية لمعدات اللحام ( تغيير , إصلاح ).
· المحاضرات العلمية :
1. السلامة أثناء العمل , تنفيذ أوامر التشغيل.
2. المصطلحات الفنية الدولية , أوامر التشغيل (بالرموز والرسم الهندسي).
3. ضبط وتشغيل معدات اللحام للعمل , تنفيذ خطوط اللحام حسب المواصفات.
4. عيوب خطوط اللحام الشائعة أثناء التنفيذ , أعمال الصيانة البسيطة والضرورية لمعدات اللحام .
· التدريبات العلمية :
1. طريقة وصل خط اللحام , ضبط وتشغيل ماكينة اللحام .
2. تنفيذ بعض التدريبات المختلفة والتزويد , عيوب خطوط اللحام الشائعة
3. أعمال الصيانة البسيطة والضرورية لمعدات اللحام ( تغيير , إصلاح , غيرها ).
· الفئة المستهدفة:
فنيين أعمال اللحام بالقوس المعدني المحمي , المتدربين الراغبين في التدريب على اللحام , غير ذلك ..
· الأساليب والفنية :
التدريبات العملية. المحاضرات التوعوية. الوسائل التعليمية المتاحة.
· مدة الدورة التدريبية
عدد (..... ) أيام تدريبية , بواقع عدد (..... ) ساعة تدريبية يومياً , لمدة .......
· تكليفة الفرد ( المتدرب ) :
1. إجمالي تكاليف التدريب للفرد الواحد مبلغ ..... على ألا يقل عدد المتدربين داخل البرنامج التدريبي عن عدد ( ... ) متدرب.
2. إجمالي التكاليف للتدريبات العملية والمحاضرات التوعوية مبلغ ............ على أن توفر الجهة المضيفة الخامات الاولية للتدريب ومعدات اللحام بالقوس المعدني والعدد المعاونة وأدوات الحماية الشخصية للأفراد .
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· مقدمة :
اللحام شعبة من شعب الصناعات المعدنية والأقسام الميكانيكية داخل المؤسسات التعليمية والتدريبية , كما أن اللحام في الحياة الصناعية مهنة لنفسه مثل الباب والشباك وتصنيع المشغولات المختلفة , واللحام مهنة مكملة لصناعة السيارات والصناعات الحربية وصناعة السفن وغير ذلك.
ميتالورجيا اللحام إي علم تعدين اللحام , أو علم معادن اللحام , هذا العلم يهتم بدراسة تأثير اللحام على المعادن , من حيث الخواص الفيزيائية والميكانيكية والتركيب الكيميائي وغير ذلك.
اللحام عملية تصنيعية يتم فيها وصل مادتين عادةً من الفلزات أو اللدائن الحرارية أو غير ذلك باستخدام الحرارة مع نوع من الطاقات اللحام المستخدمة ..
اللحام والجودة ــ مع التطور التكنولوجي زاد الاحتياج للحصول على لحامات ذات جودة عالية , يمكن الوثوق بها في الصناعات النفطية والسيارات والطيران وشبكة الأنابيب والمباني والجسور المعدنية وبناء المفاعلات النووية وغيرها من الصناعات الهامة تحتاج إلى الاعتماد على خطوط لحام موثوقة ، فانهيار جزء من خط اللحام في مثل هذه الصناعات قد يعني خسارة كبيرة في الأرواح والأموال , لذلك تصنف خطوط اللحام الهامة في مثل هذه الصناعات تحت بند خطوط اللحام الحرجة أو الخطيرة ..
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· أولا : توصيل ماكينة اللحام :
ــــــــــــــــــــــــــــــــــــــــــــــــ

1. السلك الملون باللونين الأصفر والأخضر معا يسمى الحماية / الأرضي Protection / E/ Earth
2. L1 خط سلك كهرباء line ـــــ L2 خط سلك كهرباء ـــــ L3 خط سلك كهرباء
3. L4 خط سلك كهرباء { N } neutral . لا يستخدم مع ماكينات اللحام , إلا إذا كان ملحق مع ماكينة اللحام التي تعمل على 380فولت جهاز يعمل على 220فولت .
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· ثانياً ـــ ماكينات اللحام بالقوس المعدني المحجب SMAW
ــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
1. الهيكل
2. مفتاح التشغيل ( ON – Off- Switch )
3. عداد الأمبير والفولت ( AMPERES / VOLTAGE )
4. بكرة عداد الأمبير تتحكم في الأمبير المطلوب للعمل.
5. مخارج الكابلات
- محول تيار مترد
- موحد تيار شبه مستمر
- محرك مولد تيار مستمر
- (+) يكتب عليه Positive) ) موجب
- ( ـــ ) يكتب عليه ( (Negativeسالب
6. ملفاتCoils) ) تشغيل الماكينة
-الملف الإبتدائي (Primary Coil )
-الملف الثانويSecondary Coil ) )
-البديل للملفات الشرائح الالكترونية ( اللوحة )
7. مروحة التبريد
· الملحقات:
1. ماسك سلك البنسة.
2. ماسك سلك الأرضي.
3. كابل الاسلاك
4. السوكت / نهاية الكابل

ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· ثالثاً ـــ تصنيف أسلاك ماكينات اللحام بالقوس المعدني المحجب SMAW
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
1. السلك الأمريكي A W S E6010 { جمعية اللحام الامريكية }
2. السلك الإنجليزي B S E110
3. السلك الياباني J T V D4310
4. السلك الألماني Tiv Es
5. السلك التشيكي E42.11
6. السلك الصيني .
7. السلك السويدي يعتبر من أجود أنواع الاسلاك المستخدمة في العالم منه :
7024 يستخدم في اللحام الأرضي.
7018 يستخدم في جميع أنواع اللحام العادي.
6010 يستخدم في بداية اللحام في منطقة الجذر .
6013 يستخدم في بداية لحام المسطح ومستوى النظر.
· يراعى في اختيار أسلاك اللحام العوامل التي تتوقف عليها عملية اللحام مثل معامل التمدد الانكماشي , تتأثر الوصلة بإنكماشية عالية أثناء التبريد وهذا يؤدي إلى إجهادات داخلية ولمعالجة ذلك تعطى كمية
حرارة كبيرة كافية أثناء اللحام مع البطء في تنفيذ اللحام وهذا الأمر ينطبق على بعض وصلات اللحام .

· بيان الأرقام والحروف الموجودة على أنواع أسلاك اللحام :
كيفية قراءة الرموز المكتوبة على سلك اللحام نذكر مثال السلك رقم E6010 لتصنيف ( جمعية اللحام الامريكية ) A W S
1. حرف (E) اختصار كلمة Electrode (السلك ) المتصل بالدائرة الكهربائية .
2. رقم ( 60 ) يعنى الحد الأدنى لقوة الشد الذي يتحمله معدن اللحام بمعدل
3. 1000 رطل / بوصة مربعة ,أى إن معدل لحام هذا السلك يتحمل قوة شد 60.000 رطل/ بوصة مربعة .
4. رقم ( 1 ) يعنى إمكانية استعمال سلك اللحام في جميع الأوضاع .
- إذا بدلنا الرقم ( 1 ) بالرقم ( 2 ) يعنى استخدام السلك في الوضع المسطح والجانبي .
-إذا بدلنا الرقم ( 2 ) بالرقم ( 3 ) يعنى استخدام السلك في الوضع المسطح .
5. رقم (0 ) الرقم الأخير سواء كان صفر أو غيره فإنه يوضح المواصفات الخاصة والمميزات التي يمتاز بها سلك اللحام مثل ( نوعية تيار اللحام , تأثير سلك اللحام في التغلغل في المعدن , نمط مادة التغليف , مظهر اللحمه )
· تصنيف أسلاك اللحام في سوق العمل : ( Electrodes)
سلك لحام من الفولاذ (الصلب ) الطري , سلك لحام من الفولاذ المتميز بمقاومة عالية , سلك لحام من
الفولاذ المنخفض في عناصر السبائكية , سلك لحام من الفولاذ المقاوم للصدأ , سلك لحام من الزهر , أسلاك اللحام اللاحديدية مثل ( الالمنيوم / النحاس ).
· اشتراطات اختيار سلك اللحام المناسب :
عند شراء سلك اللحام عليك قراءة البيانات المكتوبة على العلبة الكرتون الموجود بداخلها السلك لكي تتأكد من مواصفات السلك اللحام المطلوب , تجد على العلبة أو الكرتون الكبير المواصفات الآتية :
1. طول سلك اللحام , قطر سلك اللحام.
2. نوع اللحام المناسب للسلك , بلد المنشأ.
3. وزن سلك اللحام , الخصائص الميكانيكية.
4. مقدار التيار اللازم لعملية اللحام , رقم السلك
حسب المواصفات الدولية أو الأمريكية .
· جودة أسلاك اللحام :
يتم ذلك عن طريق الصفات الواجب توفرها في أسلاك اللحام فمثالا :
1. تكون مطابقة للخواص الطبيعية والكيميائية للمعدن الأصلي ( الشغلة ).
2. خالية من الأكاسيد , تحقق الجودة المطلوبة والمتانة.
هذا هو المطلوب فى أسلاك اللحام المنتجة . لكي يمكن الحصول على لحام خالي من الفجوات والعيوب فإن أسلاك اللحام المستخدمة لابد أن تخضع لعملية تخزين جيدة , أى تكون خالية من ( الرطوبة , مدى تأثير الرطوبة على شكل الخطوط , مدى تأثير الرطوبة على قوس اللحام , نسبة امتصاص الرطوبة تختلف باختلاف نوع سلك اللحام ).
· شروط تخزين أسلاك اللحام :
تخزن في مكان جيد التهوية بعيد عن الأرض أو الحائط , تخزن مع وضع بيان يوضح نوعها / أقطارها / صلاحيتها , يتم سحب أسلاك اللحام القديمة للعمل ثم الأحدث .
· فوائد مساعد الصهر (البودرة ) على أسلاك اللحام :
تساعد على تثبيت القوس , تقي المعدن أثناء حركته مع القوس من الهواء الجوي , تتحكم في درجة الانصهار , تكون طبقة من الخبث تحمى بها منطقة اللحام المترسب أثناء تجميده وهبوط درجة حرارته .
· أهم عناصر مساعد الصهر:
تتكون من سليلوز أو حجر جيرى أو روتيل أو تيتانيا أو أكاسيد وغير ذلك + مادة كيميائية لاصقة لتغليف البودرة حول سيخ اللحام .
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· رابعاً ـــ تشغيل ماكينات اللحام SAMW
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ

· ما الفائدة من القطبية المباشرة والمعكوسة ؟
1. القطبية المباشرة ـــ STRAIGHT POLARITY ــ Negative للبنسة , Positive للأرضي 30 : 70 تركيز الحرارة في المشغولات أعلى , مما ينتج وصلة لحام أقل تشوها , يحقق عامل السرعة أثناء اللحام.
2. القطبية المعكوسة ـــ REVERSE POLARITY ــ Negative للأرضي , Positive للبنسة 30 : 70 تركيز الحرارة في المشغولات أقل , مما ينتج وصلة لحام أقل تشوها , يحقق عامل السرعة أثناء اللحام , ويفضل الاستخدام في لحام المعادن ذات السماكات الصغيرة .
· ضبط وتشغيل الأمبير المطلوب للعمل :
1. لكل (1) ملم من سمك المعدن حوالي 30 : 40 A أمبير
2. لكل (1) ملم من قطر سلك اللحام حوالي 30 : 40 A أمبير
3. السلك بطول 35 سم وقطره 2.50 أو 3.25 ملم , يعمل خط لحام بطول حوالي 18 : 21 سم
4. يحدث أحيانا أن يقدح القوس أكثر من مرة , غالباً يكون تخزين السلك رديء أو السلك به رطوبة.
· كيفية اختيار قطر السلك المناسب :
سمك المعدن ÷ 2 = القطر المطلوب , مع إضافة + / - (1) ملم.
· تحقيق شروط خط لحام:
البداية والنهاية , السرعة المنتظمة , الثغرة الهوائية بين {1 : 3 }ملم , المحافظة على زاوية ميل الإلكترود على المستوى , اختيار الماكينة المناسبة ( للمعدن الشغلة , سلك اللحام ).
· ما الفائدة من وجود قطعة خردة بجانب الشغلة؟
إحداث القوس , تسخين السلك , تجربة جودة السلك قبل العمل , الاستفادة من الضوء الناتج للبدء.
· كيف يمكن تفادى التمدد والانكماش أثناء عملية اللحام ؟
عند لحام قطعتين ذات أطوال معا , يجب تبنيط القطعتين معا على مسافة متقاربة ومتساوية , ومع استخدام طرق السير المناسبة مثل ـــ طريقة السير بالأرجحة أو التموجات , أو المثلثات , أو العادية.
· كيفية استكمال خط اللحام بسلك آخر ؟
1. عند انطفاء القوس بسب انتهاء سلك اللحام وتريد استكمال خط اللحام بسلك آخر انظر إلى نهاية خط اللحام الذي قمت بتنفيذه بعد إزالة الخبث تجد نهاية خط اللحام تأخذ شكل ميل {انحدار }
2. قف بسلك اللحام الجديد عند نهاية الانحدار ثم قم بقدح القوس ثم تراجع بالسلك جهة اليسار مقدار الانحدار ثم تقدم بسلك اللحام إلى جهة اليمين لاستكمال خط اللحام .

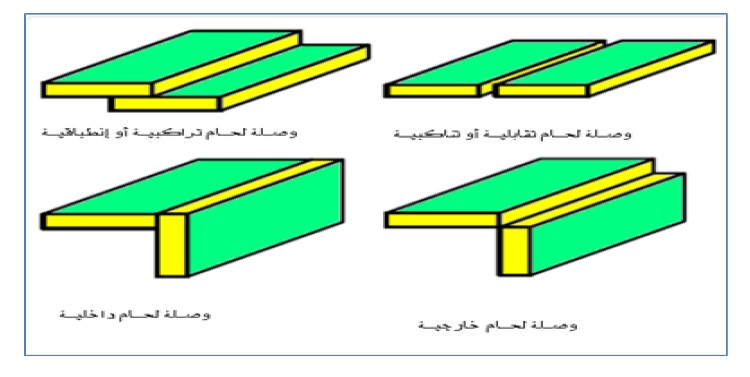
· تجهيز وصلات اللحام :
1. وصلات داخلية.
2. وصلات خارجية.
3. وصلات تقابليه ( تناكبيه )
4. وصلات تراكبية ( انطباقيه ).
5. آخري حسب طلب وطبيعية الشغلة.

1. Groove or Butt شكل لحام الأخدود
2. Flare Bevel شطف الفيليه
3. Flare v شطف حرف V
4. Square شكل الإعداد
5. Plug or Slot ملء المجرى أو الحفرة.
6. Fillet ركني
7. Bead عرض أو نوع حرفي.
· الأخدود :
لحام الاخدود ـ في كل القطع مشطوبة الحواف ، سواء منفردة أو مزدوجة ، لإنشاء الأخدود ويرد زاوية على رمز لحام ، وكذلك الفصل في الجذر (إن وجدت).
· الفيليه Fillet
عملية انضمام قطعتين من المعدن سواء كانت عمودياً أو في زاوية / ركنية , غالبا يتم استخدامه عندما يكون هناك صعوبة في اجراء لحام الاخدود , أنواع لحام الفيليه :
1. لحام فيليه المتوازي ـ Parallel Fillet weld
2. لحام فيليه العرضي بالإنجليزية ـ Transverse Fillet weld
3. النوعين لا يوجد بينهم اختلاف في الشكل (تصميم الوصلات) حرف T أو +, لكن باختصار هذه المسميات في وصلات TEE وجاءت من ناتج التجربة وهو ان التحميل على اتجاه اللحام الطولي يؤثر على قوة الوصلات.
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· خامساً ـــ طرق تنفيذ خطوط اللحام وعيوب اللحام SAMW
ــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· طرق وحركات السير بخط اللحام (الأداة والسلك):
1. الحركة الثابتة بسلك اللحام , يؤدى ذلك إلى التحكم في خط اللحام , تنفيذ خط تثبيت جيد .
2. الحركة التموجية بسلك اللحام على هيئة نصف أقواس ، يؤدى ذلك إلى التحكم الجيد في خط اللحام وخاصة عرض الخط .
3. حركة الدوائر المتداخلة بسلك اللحام , يؤدى ذلك إلى التحكم في خط اللحام وخاصة في لحام ملء الشطف ( طبقات اللحام ) .
4. طريقة نصف قوس عريض يفضل في لحام الشطف , خاصة الخط النهائي أن يكون نصف قوس عريض لملء الشطف وعمل ارتفاع مناسب , لا تنسى أن تجعل اتجاه اللحام إلى اليمين هذا يساعد في التحكم الأمثل للخط .
· تحديد زوايا التقدم وزوايا العمل:

1. المستوى الأفقي المسطح أسفل مستوى النظر زاوية ميل السلك ( التقدم ) على المستوى يفضل أن تكون 80:70° زاوية العمل 90°.
2. المستوى الأفقي الجانبي مستوى النظر زاوية ميل السلك ( التقدم ) يفضل أن تكون 50°: 80 وزاوية العمل 90°. مع مراعاة عامل الجاذبية الأرضية , اختيار السلك المناسب للعمل .
3. المستوى الرأسي تصاعدي يفضل اللحام بطريقة تموجية فهي الأسهل , مراعاة عامل الجاذبية الأرضية , زاوية ميل السلك ( التقدم ) يفضل أن تكون 80:50° زاوية العمل 90°.
4. المستوى الرأسي تنازلي زاوية ميل السلك ( التقدم ) على الوضع التنازلي يفضل أن تكون 20 : 70° زاوية العمل 90° , مراعاة عامل الجاذبية الأرضية .
5. المستوى فوق الرأس يفضل اللحام بطريقة تموجية خاصة في اللحام الزاوي فهي الأسهل , مراعاة عامل الجاذبية الأرضية , اختيار السلك المناسب , زاوية ميل السلك ( التقدم ) على الوضع التصاعدي يفضل أن تكون 80:50° زاوية العمل 90°.
· كما يجب ارتداء ملابس السلامة كاملة , تجنب الوقوف المباشر تحت منطقة اللحام قدر المستطاع , كما يجب الحرص على تأمين مكان اللحام .
· عيوب خطوط اللحام الشائعة أثناء التنفيذ:
· خط اللحام المعيب :
يعرّف على أنه أي خط لحام يحتوي على عيب أو أكثر , مصطلح يستخدم لوصف الانقطاعات أو الفجوات التي تحصل في بناء درزة اللحام Welding seam , يختلف تعريف عيب اللحام من صناعة لأخرى ، لأن الذي يتحكم في قبول أو رفض اللحام هو المعايير المهنية المتفق عليها.
· توضيح :
يتم رفض قبول خط لحام في احدى الصناعات , بسبب انقطاع في بناء درزة لحام مصنف كعيب حسب قوانين هذه الصناعة , لكن نفس الانقطاع أو العيب يتم قبوله في صناعة أخرى , لأنه يقع ضمن الحدود المسموح بها وغير مصنف من ضمن عيوب اللحام حسب قوانين تلك الصناعة. ومن أهم العيوب الشائعة:
1. نقص الانصهار والتغلغل , الشقوق , الطرطشة الزائدة.
2. قنوات محفورة بطول خط اللحام , البخبخة أو التجاويف أو الفجوات .
3. تغير خواص المعدن الطبيعية والكيميائية.
· أخطر العيوب: الشقوق / الكسور :
يمكن تقسيمها حسب المكان أو المنطقة التي تحدث فيها كما
يلي ( كسور معدن اللحام , كسور المنطقة المتأثرة بالحرارة )
كما يمكن تقسيم الكسور اعتمادا على وقت حدوثها , أو درجات الحرارة التي تحدث فيها إلى الاتي :
1. كسور ساخنة:
تبدأ في المناطق المحكومة "المقيدة" بالإجهادات المسلطة على معدن اللحام مما يسبب تلف الصلابة والممطولية .
2. كسور باردة:
تحدث في درجات أقل من (200°م ) وتحدث من فقدان المنطقة المتأثرة بالحرارة للدونتها وذلك بفعل التقسية التي تحدث في هذه المنطقة.
يلعب الهيدروجين دورا بارزا في إحداث الكسور والاجهادات المقيدة كما يمكن تقسيم الكسور الباردة إلى ( كسور جذرية " تمزقية , كسور طرفيه " على الجوانب " , كسور تحتيه " تحت درذة اللحام " ).
· الأسباب وراء عيوب وصلات اللحام:
1. الظروف الشخصية لفني اللحام. قلة الخبرة , الخلل في معدات اللحام.
2. تأثير سرعة الرياح على عمليات اللحام. تلوث الغاز المستخدم في حماية منطقة اللحام .
3. خطأ في اتباع التسلسل التنفيذي لوصلة اللحام. تأثير درجة الحرارة المنخفضة أو العالية على عمليات اللحام , الارتفاعات وخطورة الأماكن التي تتم فيها عمليات اللحام المختلفة.
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· سادساً : أضافات معرفية حول تقنية اللحام SMAW
ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ
· كيف يعمل الفرد بماكينة اللحام بدون حدوث صاعقة كهربائية ؟
1. دخول تيار متردد إلى الماكينة بمقدار 220/380 فولت , وحوالي 5 : 20 أمبير.
2. خروج تيار متردد من الماكينة بمقدار 25 / 75 فولت , وحوالي 100 : 600 أمبير .
· ماكينة الموحد أو المقوم ــــ Rectifier
1. القدرة التشغيلية تختلف حسب حجم ) 250 : 600 A (
2. تعطي تيار شبه مستمر ثابت في القيمة ثابت في الاتجاه .
3. يوجد ماكينات تعمل عمل المحول والموحد في نفس الماكينة.
4. غالباً يكون لها فتحتين لكابلات التشغيل , أو أربعة فتحات لكابلات التشغيل حسب الموديل.
· ماكينة محرك مولد ــ Motor generator
· ماكينة محرك مولد ديزل أو بنزين . Machine diesel motor generator
· أنواع الصيانة البسيطة للفني نحو ماكينة اللحام ؟
· مميزات وعيوب اللحام بالتيار المستمر DC
قبل التحدث عن مميزات وعيوب اللحام بالتيار المستمر والتيار المتردد يجب معرفة الفرق بين التيار الكهربائي وتيار اللحام . التيار الكهربائي : يتميز بأنه تيار تشغيلي للإضاءة وللآلات والأجهزة وغيرها , التيار الكهربائي ذو فولت مرتفع وأمبير منخفض .
تيار اللحام : يستخدم لأعمال اللحام وينتج من ماكينات اللحام ,تيار اللحام ذو فولت منخفض وأمبير مرتفع ,وسوف نتحدث عن تيار اللحام وكيفية الحصول عليه فيما بعد . ماكينة اللحام عبارة عن محول خافض للقوة الدافعة الكهربية.
1. يعطى قوسا ثابتا منتظما . يعطى لحامات جيدة .
2. يعطى القطبية المباشرة والمعكوسة حسب نوع المعدن وتنفيذ عملية اللحام .
3. يعطى درجة حرارة عالية عند القطب الموجب . يستخدم في لحام المعادن الحديدية والمعادن اللاحديدية .
· عيوب التيار المستمر DC
يتأثر التيار المستمر بالمجالات المغناطيسية في اللحامات الطولية وخطوط الأنابيب خاصة إذا كان الأمبير أعلى من 250A .
· مميزات وعيوب اللحام بالتيار المتردد AC
1. سهولة إنتاجه .
2. يعطى لحامات جيدة في لحام الفولاذ ( سماكات صغيرة ومتوسطة ) .
3. يفضل استخدامه في اللحامات الطولية وخطوط الأنابيب خاصة إذا كان الأمبير أعلى من 250A. لأنه أقل تأثر اً بالمجالات المغناطيسية .
· عيوب التيار المتردد AC :
1. يعطى قوسا غير ثابتا .
2. لا يعطى قطبية مباشرة أو معكوسة .
3. يعطى درجة حرارة واحدة عند ماسك الارضى أو ماسك سلك اللحام .
4. لا يستخدم في لحام المعادن اللاحديدية آلا بعد تعديلات كما في ماكينة لحام قوس التانجستون .
· المراجع :
1. Electric arc welding and gas ــ المؤلف Rybakov
2. كتاب تكنولوجيا اللحام ـــــ معهد تطوير الفلزات . بمصر
3. موسوعة هندسة لحام المعادن ــــــــ أ . د . أحمد سالم الصباغ
4. حقيبة اللحام بالقوس المعدني المحجب ـــــ المؤسسة العامة للتدريب التقني والمهني . السعودية
· ـــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــــ إعداد المدرب التقني/ بدرالدين أحمد
رابط
تعليقات
إرسال تعليق